|
|
|
Главная / Продукция / FRONIUS - Решения по автоматизации сварки
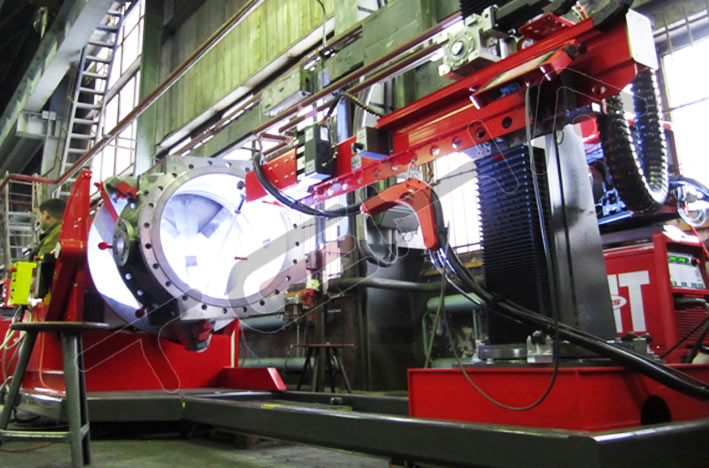
Установка для наплавки чугунной арматуры от технологического центра Тена
Эффективная установка для наплавки арматуры без сопутствующего подогрева. Применяемый сварочный процесс: СМТ (Cold Metal Transfer). СМТ: Аббревиатура, за которой стоит самый стабильный процесс в мире. Процесс СМТ – Сold Metal Transfer («холодный перенос металла») представляет собой дуговую сварку с вертикальными колебаниями проволоки в защитном газе. Частота колебаний проволоки возможна до 70 Гц, изменяется синергетической программой сварочного источника.
К преимуществам наплавки методом CMT можно отнести следующее:
- Высокая производительность наплавки 60 – 80 cм./мин.
- Минимальное тепловложение в основной металл по сравнению с другим способами сварки в защитных газах и высокая стабильность процесса за счёт механического слежения за дугой.
- Минимальное перемешивание с металлом основы ≤ 10% в первом слое и ≤ 5% во втором.
- Практически полное отсутствие брызг, снижение разбрызгивания до 99%.
- Абсолютно стабильная дуга.
- Согласованные движения проволоки

Установка для наплавки: конструкция и сфера применения
Основное применение – наплавка внутренних и внешних поверхностей запорной арматуры и других изделий.
Наплавочная установка состоит из следующих компонентов:
- Поворотно-наклонный стол (грузоподъемность согласно технического задания Заказчика); оснащен сервоприводами с энкодерами на оси наклона и вращения планшайбы, оснащен сэндвич планшайбой – позволяет работать с подогретыми изделиями, а также нагревать изделия, закрепленные на планшайбе стола. Поворот и наклон планшайбы может быть запрограммирован как стартовая или парковочная позиция, положение планшайбы сохраняется при прерывании процесса на обслуживание горелки или сбое, с возможностью последующего возврата в прерванное положение горелки. В процессе сварки оператор видит текущее положение изделия в гардусах, а также номер текущего наплавляемого слоя. При создании программы оператор задает только скорость сварки и диаметр сварки – скорость вращения планшайбы об/мин калькулируется автоматически. Если программируется процесс наплавки конусных изделий, оператор дополнительно задает длину наплавки, ширину витка и угол наклона наплавляемого конуса. Машина автоматически калькулирует количество витков для выполнения полного цикла, а также автоматически калькулирует скорость вращения планшайбы на каждом витке для обеспечения постоянной скорости сварки. Результат – постоянное качество наплавки на всей поверхности наплавляемого изделия.
- Общая рама установки с линейными направляющими для перемещения поддерживающих люнетов, колонны со стрелой;
- Поддерживающие люнеты (наличие люнетов, конструкция, диаметр, высота, грузоподъемность согласно техническому заданию Заказчика);
- Моторизованная колонна со стрелой (ход перемещения по вертикали и горизонтали согласно техническому заданию Заказчика или в зависимости от технических условий выполнения сварочных работ). Колонна со стрелой оснащена сервомоторами с энкодерами, позволяет контролировать текущее положение в мм, программировать перемещение, автосдвиг при переходе между витками, общую длина наплавки, стартовую, парковочную позиции, запоминание прерванной позиции с целью возврата после обслуживания горелки.
- Моторизированная сварочная головка. Представляет собой моторизованный кросслайд (сборка из двух линейных моторслайдов, собранных в крестообразную сборку). Моторслайды оснащены сервомоторами с энкодерами, позволяют контролировать текущее положение в мм, программировать перемещение, автосдвиг при переходе между витками, общую длину наплавки, стартовую, парковочную позиции, запоминание прерванной позиции с целью возврата после обслуживания горелки. Кроме этого вертикальный слайд может использоваться для реализации функции АРНД (контроль длины дуги по напряжению на дуге) при TIG сварке, или АСС (контроль длины дуги по току сварочной дуги) при MIG/MAG сварке, горизонтальный слайд может использоваться как блок колебаний горелки. Функция колебаний горелки имеет возможность смещения оси колебания во время сварки, имеет возможность программировать время паузы слева, справа, дистанцию налево, дистанцию направо, скорость перемещения налево, направо, а также корректировать эти параметры во время сварки «налету». Основные функции моторизированной колонны со стрелой – автоматическое позиционирование сварочной горелки в стартовую, парковочную или прерванную во время сварки позиции, автоматическое позиционирование во время сварки для наплавки сложного профиля, автоматическое смещение вертикальной или горизонтальной осей для перехода на новый виток во время наплавки (на определенное расстояние с определенной скоростью, осуществление наплавки методом «слалом»). Основные функции моторизированной сварочной головки установки для наплавки: ручное, автоматическое позиционирование, колебание горелки.
Установка для наплавки: конструкция и сфера применения
Все компоненты автоматизации, включая сварочные источники и периферию (цифровой газовый контроллер (сенсор давления + расходомер), датчики и т.д.) контролируются с одной панели управления с возможностью создания единой программы. В установке для наплавки задаются все сварочные параметры (ток, напряжение, скорость подачи проволоки, время импульсного тока, время тока паузы, кол-во л/мин подачи защитного газа и пр.), стартовые и парковочные позиции горелки, последовательность раскладки валиков и т.п.
Дополнительно установка для наплавки (по запросу Заказчика), а именно контроллер управления, оснащается программным обеспечением для контроля, мониторинга и записи данных в режиме on-line, а также задания допустимых пределов для сварочных параметров с тревожным оповещением при их выходе за пределы допуска.
Контроллер имеет возможность подключения к сети интернет с целью дистанционного обслуживания через VPN соединение.
|
|





